The CNC laser cutting machine has unequivocally established itself as the most capable and efficient tool in modern metal fabrication. By integrating computer numerical control with highly focused light beams, these machines deliver unmatched cutting precision, minimal material waste, and rapid processing speeds that traditional mechanical methods simply cannot achieve. Whether a workshop is handling thin-gauge sheet metal or thick structural plates, this technology provides a level of accuracy and repeatability that transforms complex design concepts into tangible parts without extensive secondary finishing.
The fundamental advantage lies in the non-contact nature of the process. Because the cutting tool is a beam of light, there is no physical friction between the instrument and the workpiece. This eliminates tool wear, reduces the risk of material deformation, and ensures that the edge quality remains consistently high throughout the entire production run. For manufacturers looking to scale operations while maintaining strict quality standards, investing in this technology is a foundational shift toward future-proof production.
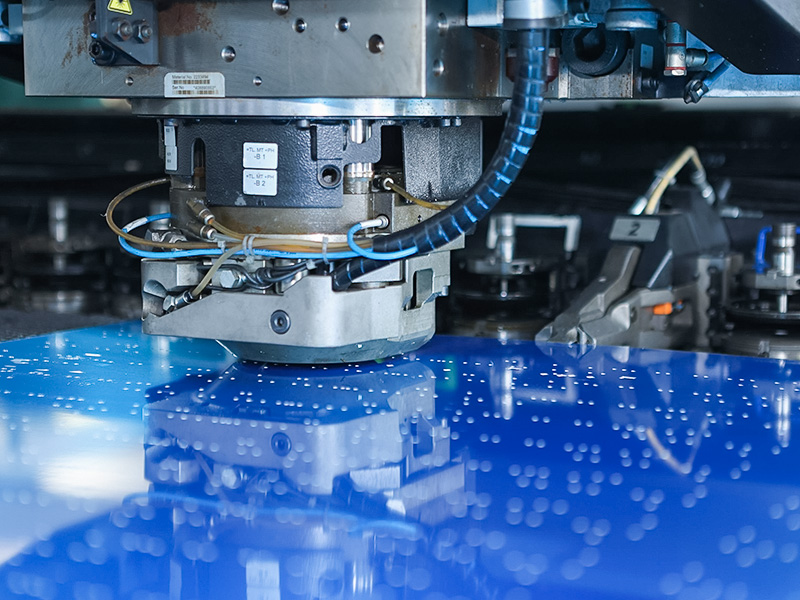
Understanding the operational mechanics clarifies why this method outperforms other fabrication techniques. The system relies on three primary components: the laser resonator that generates the beam, the cutting head that focuses it, and the CNC controller that dictates the movement across the material.
The process begins inside the laser source, where electricity stimulates a gain medium to produce a concentrated beam of photons. This raw beam is directed through fiber optic cables or mirrors into the cutting head, where specialized lenses focus the beam to a spot just a fraction of a millimeter in diameter. This focusing action concentrates the energy density to extreme levels, melting or vaporizing the metal almost instantly upon contact.
Assist gases are blown through the cutting nozzle coaxially with the laser beam to expel molten metal, prevent edge oxidation, and cool the surrounding material. The choice of gas dictates the final cut quality:
The type of laser source determines the machine's capabilities, maintenance requirements, and ideal applications. Selecting the correct type is crucial for optimizing both performance and long-term costs.
| Laser Type | Power Efficiency | Maintenance Needs | Best Application |
|---|---|---|---|
| CO2 Lasers | Lower | High | Thick metals, non-metals |
| Fiber Lasers | High | Very Low | Thin to medium sheet metal |
| Disk Lasers | Very High | Low | Heavy thick plate processing |
Fiber laser technology has aggressively dominated the market due to significantly higher energy conversion rates and near-zero maintenance requirements. Because the beam is generated entirely within a solid-state fiber optic cable, it eliminates the need for fragile mirrors and gas mixtures required by older CO2 systems, making it the default choice for sheet metal fabrication.
To fully appreciate the value of a CNC laser cutting machine, it is necessary to compare it against conventional techniques like plasma cutting, waterjet cutting, and mechanical punching. Laser cutting offers a unique convergence of benefits that make it superior for high-volume, high-precision work.
Plasma cutting leaves a characteristic bevel and dross requiring extensive grinding. Waterjet eliminates thermal distortion but operates at much slower speeds. A CNC laser cutting machine consistently achieves positional accuracy within fractions of a millimeter. It produces edges smooth enough to be considered finished, completely eliminating the need for secondary deburring operations. This precision is critical in aerospace and medical manufacturing, where tight tolerances are non-negotiable.
Traditional stamping requires the design and fabrication of physical dies. Changing a part design means building new tooling, which takes weeks and costs significantly. With a CNC laser cutting machine, changing a design is as simple as uploading a new CAD file. There are no physical tools to wear out, break, or store. This makes laser cutting incredibly agile, allowing fabricators to handle high-mix, low-volume production runs profitably and prototype new parts instantaneously.
The adaptability of the CNC laser cutting machine has led to its widespread adoption across diverse sectors. Its ability to process mild steel, stainless steel, aluminum, brass, and titanium makes it an indispensable asset.
The automotive industry relies on this technology to produce complex structural components and exhaust systems. As the industry shifts toward electric vehicles, the demand for lightweight components has surged. Laser cutting excels at processing high-strength alloys, enabling manufacturers to reduce vehicle weight without compromising integrity. Similarly, heavy equipment manufacturers utilize high-power systems to process thick steel plates for frames and buckets, replacing slower plasma processes to reduce production bottlenecks.
Architects increasingly specify complex geometries for building facades and interior decorations. The technology translates these ambitious designs into reality by cutting precise patterns into metal panels and screens. It allows for the creation of highly decorative perforations that would be prohibitively expensive using manual welding methods.
Choosing the right CNC laser cutting machine requires a thorough evaluation of operational needs. Decision-makers must analyze the total cost of ownership and the specific capabilities required for their workflow.
Laser power directly dictates the maximum thickness and cutting speed a machine can achieve. Low-power machines are highly efficient for thin sheet metal but will struggle on thick plate. Conversely, using a massive high-power laser to cut thin material leads to unnecessary energy consumption. Fabricators must map their typical material thickness range against cutting speed charts to select a power level that covers their needs without paying for excessive capacity.
A laser cutter is only as fast as the material feeding it. In high-production environments, manual loading becomes a severe bottleneck. Modern systems often integrate automated pallet changers and sheet loaders. These automated towers allow operators to load raw sheets on one pallet while the machine cuts on another, essentially eliminating machine downtime between sheet changes.
Hardware capability is meaningless without sophisticated software. The CNC controller and Computer-Aided Manufacturing (CAM) software form the brain of the operation, translating complex models into precise machine movements.
Nesting refers to the arrangement of part geometries on a raw metal sheet to minimize waste. True-shape nesting algorithms analyze the exact contours of all parts and interlock them to achieve maximum yield. Effective nesting can routinely improve material yield by significant margins compared to manual layouts, directly translating to massive savings in raw material costs annually.
Every combination of material type, thickness, and assist gas requires specific power settings, focus positions, and gas pressures. Modern CAM systems feature extensive databases of cutting parameters. When an operator imports a file and assigns a material specification, the software automatically assigns the optimal conditions, ensuring consistent edge quality and reducing the risk of failed cuts.
While modern CNC laser cutting machines are designed for industrial durability, they require strict adherence to maintenance schedules to operate at peak efficiency. Neglecting routine upkeep leads to degraded cut quality and unplanned downtime.
The protective window and focusing lens inside the cutting head are highly susceptible to contamination from spatter and dust. Even a microscopic speck of dirt on the lens can absorb laser energy, causing the lens to crack under intense heat. Operators must inspect these optics regularly and replace protective windows proactively. Replacing an inexpensive protective window before severe degradation occurs is one of the most cost-effective maintenance practices a shop can adopt.
The laser source generates substantial heat and relies on an industrial chiller to maintain a stable operating temperature. The chiller requires continuous monitoring: coolant levels must be checked, and water filters must be replaced periodically to prevent scale buildup. Additionally, the motion system requires regular lubrication of linear guides and rack-and-pinion drives to ensure smooth, accurate movement of the cutting head across the table.











 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu