Laser cutting and plasma cutting are the two most widely used thermal cutting technologies in sheet metal fabrication. Both use energy to cut through metal by melting and removing material along a programmed path. Both are CNC-controlled and capable of producing complex 2D profiles from flat sheet stock. But they work on fundamentally different physical principles, they perform differently across material types and thicknesses, and the cost and quality implications of choosing one over the other are significant enough to make the comparison one of the first technical questions that engineers and procurement teams should resolve when specifying a metal cutting process.
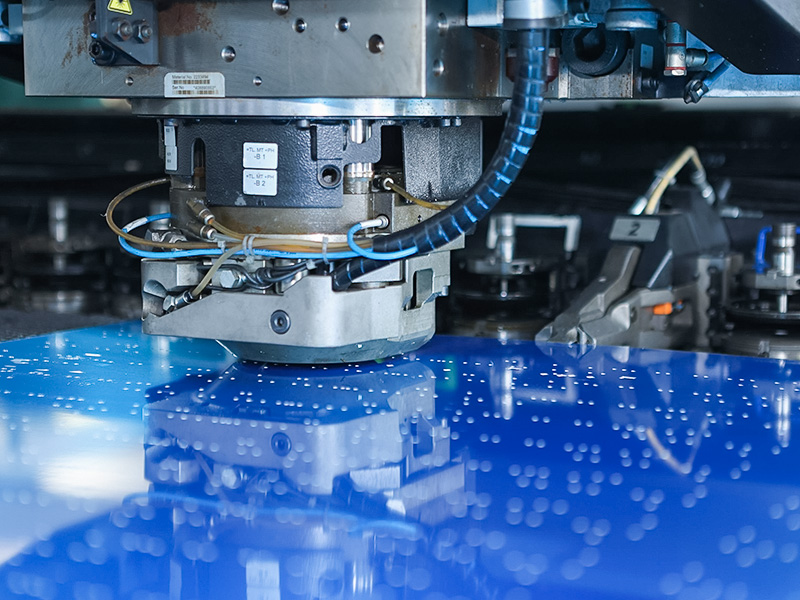
A laser cutting machine focuses a high-power laser beam — generated by a fiber laser source in modern industrial systems — to a small focal spot on the metal surface. The concentrated energy density at the focal point melts and partially vaporizes the metal, while a coaxial assist gas jet (nitrogen or oxygen) blows the molten material out of the kerf and away from the cut surface. The CNC controller moves the cutting head along the programmed path, producing a continuous cut.
Fiber laser technology has displaced CO₂ laser as the standard for metal cutting in virtually all new installations. Fiber lasers convert electrical energy to laser light more efficiently (approximately 30–40% wall-plug efficiency versus 10–15% for CO₂), produce a shorter wavelength beam that is absorbed more efficiently by metals, and require less maintenance because the beam is generated in a solid-state fiber medium rather than a gas discharge tube. Modern fiber laser cutting systems are available in power ratings from 2kW to 20kW and above, with higher power enabling faster cutting speeds and greater maximum material thickness.
A plasma cutting system passes an electrical arc through a compressed gas (air, nitrogen, oxygen, or argon-hydrogen mixtures, depending on the application) to create a plasma — an ionized gas at extremely high temperature, typically 20,000–25,000°C at the arc core. This plasma jet melts the metal at the cut point, and the kinetic energy of the gas flow blows the molten material clear of the kerf.
Plasma cutting does not require a focused optical beam, which means the cutting head can be positioned at a greater standoff distance from the workpiece surface than a laser head, and the process is more tolerant of surface contamination, scale, and paint. High-definition plasma systems — using a precision-constricted plasma arc — achieve significantly better cut quality and narrower kerf widths than older conventional plasma systems, narrowing the quality gap with laser cutting, particularly on thicker materials.
| Feature | Fiber Laser Cutting | Plasma Cutting (High-Definition) |
|---|---|---|
| Cutting principle | A focused laser beam melts and vaporizes material | Ionized plasma arc melts material; gas blow removes slag |
| Cut-edge quality (thin sheet <6mm) | Excellent — smooth, square edges, no secondary finishing needed | Good on HD plasma — slight bevel, some dross on lower-grade systems |
| Cut-edge quality (thick plate >20mm) | Good to moderate — heat-affected zone increases with thickness | Very good — plasma performs well on a thick plate |
| Kerf width (typical) | 0.1–0.3mm on thin material | 1.5–3mm on standard systems; 0.8–1.5mm on HD plasma |
| Positional accuracy | ±0.05–0.1mm typical | ±0.5–1mm typical (HD plasma ±0.2–0.4mm) |
| Minimum hole size | Equal to material thickness (or smaller on a thin sheet) | Approximately 2× material thickness minimum |
| Speed on thin sheet (1–3mm) | Very fast — fiber laser excels on thin material | Slower than a laser on a thin sheet |
| Speed on thick plate (20–50mm) | Slower and higher operating costs at high thickness | Faster and lower cost per meter on thick plate |
| Maximum thickness (mild steel) | Up to 30–40mm on high-power systems (12–20kW) | Up to 80–100mm on heavy-duty systems |
| Stainless steel capability | Excellent — clean nitrogen-assist cut | Good — requires an appropriate gas mix; more dross than laser |
| Aluminum capability | Good — nitrogen assist on standard alloys | Moderate — more dross and wider kerf than laser |
| Heat-affected zone (HAZ) | Narrow — minimal metallurgical change in adjacent material | Wider — more thermal input affects the adjacent zone |
| Operating cost | Higher — laser source, optics, assist gas | Lower — consumables (electrode, nozzle) are inexpensive |
| Capital cost | Higher — fiber laser systems are more expensive | Lower — plasma systems have a lower initial capital cost |
| Surface condition tolerance | Requires clean, flat material for consistent results | More tolerant of scale, rust, and surface contamination |
| Best application | Precision sheet metal 0.5–20mm, complex profiles, fine features | Structural plate 10–80mm, less precision-critical cutting |
For sheet metal fabrication in the 0.5–12mm thickness range — the core of most enclosure, panel, bracket, and frame production — fiber laser cutting delivers cut quality and dimensional accuracy that plasma cutting cannot match. The narrow laser kerf, square cut edge, and ±0.1mm positional accuracy allow small holes, fine slots, and tight-tolerance profiles to be cut cleanly in a single operation. On plasma, the same features would require secondary drilling or finishing to achieve equivalent dimensional accuracy, adding process steps and cost that eliminate the plasma's capital cost advantage for precision work.
Laser cutting with nitrogen assist gas produces a clean, oxide-free cut edge on stainless steel that requires no post-cut cleaning before welding or polishing. Plasma cutting stainless steel introduces more heat into the cut edge, creates a wider heat-affected zone, and can produce nitrogen pickup in the cut face that causes porosity in subsequent welds. For stainless steel components in food processing, pharmaceutical, or architectural applications where weld quality and surface finish are critical, laser cutting is the process standard.
The focused laser spot — typically 0.1–0.3mm diameter at the workpiece — allows internal features as small as a 1mm slot or a 1.5mm hole to be cut accurately in 1mm steel. Plasma cutting's larger effective cutting width makes features of this scale impossible to produce within acceptable tolerances. For parts designed with ventilation slots, cable routing cutouts, mounting hole patterns, and snap-fit tabs, laser cutting is the only practical thermal cutting option.
Laser cutting programs are created directly from CAD data with minimal setup time — programming a new part takes minutes, and the first cut can be made without any tooling investment. This makes laser cutting the default choice for custom fabrication, prototyping, and low-to-medium volume production, where tooling cost for alternative processes (stamping, punching) cannot be amortized over sufficient volume. The flexibility to cut any profile from the same machine with a program change is the fundamental operational advantage of laser cutting over tooling-dependent processes.
For cutting structural steel plate in the 20–80mm thickness range — structural frames, heavy machinery bases, ship sections, pressure vessel components — plasma cutting is faster and more cost-effective than laser cutting. At 25mm mild steel, a high-power plasma system cuts at 1,500–2,000 mm/min; a 12kW fiber laser at comparable thickness cuts at 600–900 mm/min at significantly higher operating cost. For structural fabricators whose core work is heavy plate rather than precision sheet, plasma cutting remains the economically rational choice.
Laser cutting requires clean, flat material in good surface condition for consistent results. Surface scale from hot-rolled plate, mill primer, paint, or rust scatter the laser beam and degrade the cut quality. Plasma cutting is significantly more tolerant of surface contamination — the plasma arc burns through scale and coating without the optical sensitivity of a laser system. For cutting operations on hot-rolled structural sections or pre-coated material where surface preparation before cutting is impractical, plasma is the more robust process choice.
The decision between laser cutting and plasma cutting is primarily driven by material thickness and required precision:
For sheet metal fabrication from 0.5mm to 20mm — the overwhelming majority of industrial enclosures, control panels, brackets, frames, and appliance components — fiber laser cutting is the standard specification. Cut quality, dimensional accuracy, and flexibility in this thickness range are unmatched by plasma. The higher capital cost of laser equipment is reflected in the per-part price, but the elimination of secondary finishing operations and the capability to hold tight tolerances without additional processing steps make laser the lower total cost option for precision work.
For structural plate cutting above 20mm, or for high-volume cutting of hot-rolled structural sections where surface condition varies and cut edge precision requirements are modest, high-definition plasma cutting offers a cost and speed advantage that lasers cannot match.
Most modern sheet metal fabrication facilities — including full-service contract manufacturers — operate both laser and plasma cutting systems to cover the full material thickness range and optimize process selection by application. When evaluating a fabrication partner, confirm which cutting technology will be applied to your specific material and thickness, and ask for sample cuts at your required thickness for edge quality assessment before committing to production quantities.
Yes — fiber laser cutting handles stainless steel, aluminum, mild steel, galvanized steel, copper, and brass with appropriate parameter selection and assist gas choice. Stainless steel is cut with nitrogen assist to prevent oxidation of the cut edge; aluminum requires nitrogen or clean air assist depending on thickness; mild steel is often cut with oxygen assist at lower thicknesses for maximum speed, or nitrogen for a cleaner edge. The laser power required increases with material hardness and reflectivity — aluminum and copper are more reflective than steel and require higher power or specific fiber laser configurations designed for highly reflective materials. Confirm with the fabricator which materials their specific laser system is rated for before specifying.
Plasma cutting produces a slight angular bevel on the cut edge — typically 1–3° — because the plasma arc is not perfectly cylindrical: it is slightly conical, wider at the top of the cut than at the bottom. High-definition plasma systems use a more tightly constricted arc that reduces the bevel to 0.5–1°, but cannot eliminate it. Laser cutting produces a nominally square cut edge (0–0.5° bevel on good equipment and settings) because the focused beam is more cylindrical in profile. For applications where cut-edge squareness is a fit-up or sealing requirement — gasketed panels, close-tolerance assemblies — laser cutting is specified to avoid the plasma bevel issue.
Fiber laser cutting can process mild steel up to 30–40mm on high-power systems (15–20kW), but at thicknesses above 20mm, the operating cost per meter rises significantly, and cutting speed decreases compared to plasma. For structural fabricators cutting predominantly 25mm and above, the economics favor plasma for the heavy plate work, even if they also operate laser systems for sheet work. Most full-service fabricators make this determination by material thickness: laser for sheet and light plate, plasma or oxy-fuel for heavy structural plate.
Laser cutting and water jet cutting achieve comparable positional accuracy (±0.1–0.15mm on good equipment), but differ in cut characteristics in ways that matter for specific applications. Water jet cutting is a cold process — no heat-affected zone, no material hardness change at the cut edge — making it preferable for materials sensitive to heat: tool steel, titanium, composites, stone, and glass. Laser cutting is faster and more cost-effective on metals in the sheet fabrication thickness range. For standard steel and aluminum sheet metal fabrication, where the heat-affected zone is not a functional concern, laser cutting is faster, lower cost, and equally accurate.
Laser Cutting Services | Punch Press | Bending Machine | Welding | Spray Coating | Custom Fabrication Services | Request a Quote











 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu